



In the machinery manufacturing and processing industry, flange facing machine is a common equipment used to process the flatness and finish of flange end face. However, in the actual production process, it is sometimes found that the surface quality of the flange end face after processing is not satisfactory, which may affect the performance and life of the product. This article will comprehensively analyze the reasons for the poor surface quality of flange facing machine processing and put forward improvement suggestions.
Severe tool wear: During the processing process, the tool is a key component that directly contacts the workpiece. If the tool is excessively worn, its cutting performance will be significantly reduced, and smooth cutting cannot be achieved. Worn tools will also form burrs or ripples on the surface of the workpiece, affecting the surface finish.
Improper tool selection: Flanges of different materials require tools of different materials and angles. For example, when processing flanges with higher hardness, the use of ordinary tools may result in excessive surface roughness. Therefore, it is crucial whether the tool material, tool tip angle and cutting edge design are suitable for the processing object.
Unstable tool installation: The tool is not installed firmly or eccentricity occurs, which will lead to increased vibration during the processing process, thereby affecting the surface quality of the workpiece.
Insufficient machine tool precision: The precision of the flange end machine's guide rails, spindles, worktables and other components directly affects the flatness of the machined surface. If the machine tool guide rails are worn and the spindle runout is too large, it will cause processing errors.
Machine tool vibration: During the operation of the machine tool, if the base is unstable or the structural design is unreasonable, resonance may occur. This vibration will leave periodic ripples or knife marks on the surface of the workpiece.
Lubrication system problems: Insufficient lubrication will aggravate the wear of machine tool components, thereby affecting the stability and processing accuracy of the machine tool. In particular, the lubrication condition of the spindle bearings and guide rails is directly related to the stability of the processing.

Cutting speed is too high or too low: Too high a cutting speed may cause the tool temperature to rise and aggravate tool wear; while too low a cutting speed may make it difficult to discharge chips and increase surface roughness.
Improper feed speed: Too fast a feed speed may cause obvious knife marks on the workpiece surface, while too slow a feed speed will affect the processing efficiency and may cause local overcutting.
Uneven cutting depth: During the processing, if the cutting depth is set too large, the tool may not be able to withstand the large cutting force, resulting in a decrease in surface quality; if the cutting depth is too small, it may lead to multiple processing, increasing time costs.
Uneven material: The hardness distribution of the flange material is uneven, which may cause changes in the cutting force during the processing, thereby affecting the surface quality.
Surface oxidation or rust: If there is an oxide layer or rust on the surface of the workpiece, these impurities may adhere to the tool during processing, affecting the cutting effect.
Improper heat treatment: Heat treatment may cause a hardened layer to appear on the surface of the material. This hardened layer is not easy to remove during processing, which will cause the processing surface to be uneven.
Improper selection of coolant: The coolant plays a lubricating and cooling role during the cutting process. If the selected coolant is not suitable for the processing material, it may cause the tool temperature to be too high or the cutting force to increase.
Insufficient coolant supply: Insufficient coolant flow will cause the temperature of the processing area to rise, and the contact surface between the tool and the workpiece is prone to quality problems due to thermal expansion.
Poor cleanliness of coolant: If metal chips or other impurities are mixed in the coolant, it will cause secondary scratches on the tool and workpiece surface.
Incorrect operation during processing: The operator is not proficient in the use of machine tools and tools, or ignores the processing process requirements, which may lead to substandard processing quality. For example, ignoring the real-time adjustment of processing parameters may aggravate the problem.
Lack of regular maintenance: Daily maintenance of flange facing machines is the basis for ensuring processing quality. If the cleaning, lubrication and parts inspection of machine tools are ignored, problems may accumulate.
Processing environment factors: Factors such as temperature, humidity and dust in the processing environment may also affect the stability of the machine tool, thereby indirectly affecting the processing quality.
Optimize tool management: Regularly check the wear of tools and replace tools in time; select appropriate tool materials and designs according to the processing materials; ensure the firmness of tool installation.
Improve machine tool accuracy: Regularly inspect and calibrate the machine tool, especially the spindle and guide rail parts; ensure the stability of the machine tool base to avoid resonance.
Reasonable setting of processing parameters: According to the material and requirements of the processing object, reasonably adjust the cutting speed, feed speed and cutting depth to avoid overcutting or low processing efficiency.
Choose the right coolant: Choose special coolant for different processing materials, and ensure the cleanliness and supply of the coolant.
Strengthen workpiece management: Clean the surface of the workpiece before processing to remove the oxide layer and rust; for the problem of uneven material hardness, pretreatment can be considered.
Strengthen operation training and maintenance management: Provide professional training for operators to improve their ability to control machine tool operation and processing technology; formulate and strictly implement the daily maintenance plan of the machine tool.
The poor surface quality of flange end face machining is a comprehensive problem, which may be caused by many factors such as tools, machine tools, processing parameters, workpiece materials, operation and maintenance. By systematically analyzing the causes of the problem and taking targeted improvement measures, the quality of the machined surface can be effectively improved, thereby meeting customer needs and enhancing product competitiveness.
As a leading flange facing machine wholesaler, we are well aware of the importance of machining quality to our customers' business. In response to the common problem of poor surface quality of flange end face machining, we not only provide high-precision and stable performance equipment, but also provide customers with comprehensive technical support and solutions. Choosing us, you are not only buying equipment, but also working with a professional and reliable partner to improve productivity and market competitiveness.

Mr. Jeff Huang
15251441199
Miss Doria Zhu
15102105304
Miss Jina Wang
18261592800









 Back
Back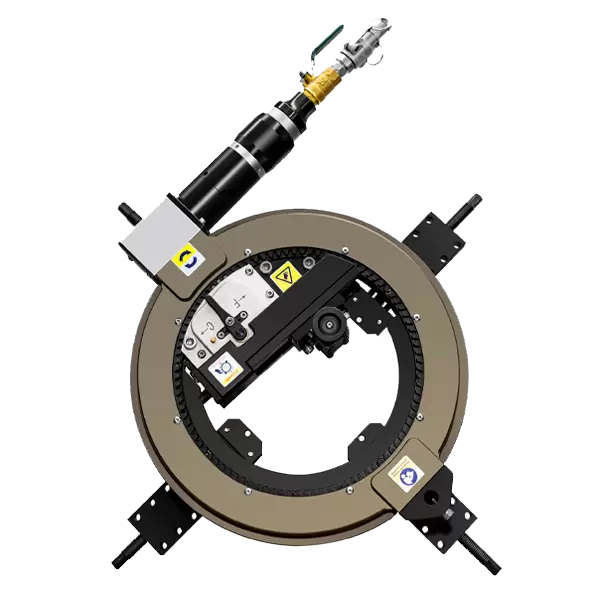
 Prev
Prev
 Next
Next
 Mar 28,2025
Mar 28,2025

 Leave a Message
Leave a Message